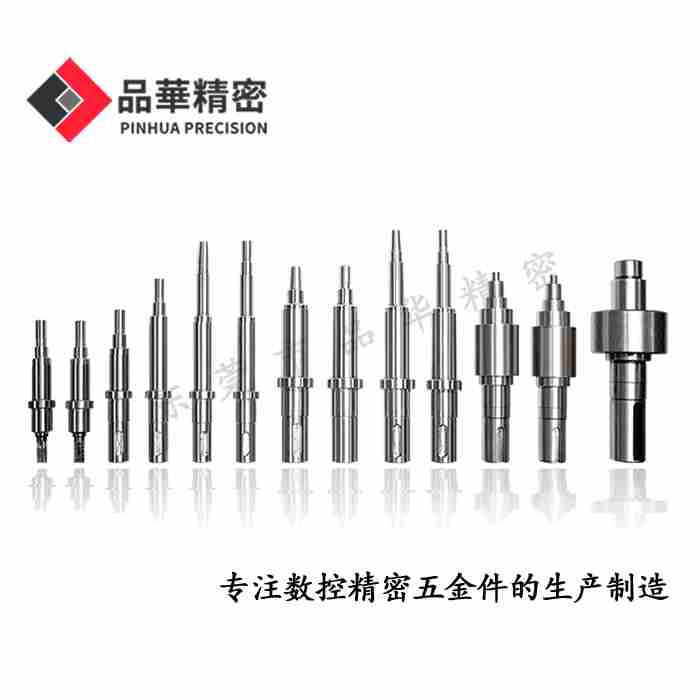
專注數控精密五金件的研發製造主營伺服電機外殼、伺服電(diàn)機端蓋、伺服電機軸等定製生產
通常電機軸(zhóu)的加工(gōng)過程可分為預加工和成型加工兩個階(jiē)段。預加(jiā)工包括下料(liào)、調質、平端麵和中心孔,目的是提(tí)供符合加工要求的素材,並(bìng)加工工(gōng)藝(yì)定位基準,以便(biàn)下一步加工。成型加工,包括粗(cū)車、半精車、精車、磨外(wài)圓、銑削(xuē)鍵(jiàn)槽等。成(chéng)型加工的目的是將(jiāng)素材加工成結(jié)構設計的形(xíng)狀和尺寸。電機軸加工的基準是兩端(duān)表麵的中心孔。中心孔是轉軸車削、磨(mó)削和後轉(zhuǎn)子表麵、繞線電機集電環表麵車削的基準。因此,在加工過(guò)程中,必須確(què)保中心孔不受損壞,以確保加工(gōng)過(guò)程中各(gè)圓(yuán)柱麵的同軸度(dù)要求。同樣,中心孔(kǒng)也是電機後期維(wéi)護的關鍵(jiàn)因素。黄瓜小视频小編帶大家解析一下電機軸生產中的質量控製關鍵點的其中幾點。
關於我們
公司簡(jiǎn)介客戶見證參觀(guān)工廠榮譽(yù)資質產品中心
應用案例
新聞中心
企業新聞行業新聞(wén)常見問(wèn)題聯係我們
聯係我們 掃碼加微信好友
掃碼加微信好友0769-81383685
2853026919
13342666888
changmin896@163.com
東莞市石排鎮石排工(gōng)業大(dà)道42號
電話
13342666888
0769-81383685
微(wēi)信
13342666888
微信
郵箱
changmin896@163.com