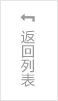
專注數控精密五金件的(de)研發製造主營伺服電機外殼、伺服電機(jī)端蓋、伺服電機(jī)軸等定製生產
伺服電機外殼素材完成加工後(hòu)不能滿足外置外觀件的外觀要求,鋁材本身(shēn)比較軟,也容易劃傷、碰(pèng)傷。鋁材本身的外觀、硬度效果都比較有限,還不到出貨使用的要求。需要做表麵處理來完善,考慮到伺服電機殼通常使用的材料是AL6061、AL6063,具有較好氧化性,且考慮到(dào)成本、提高表麵(miàn)耐磨性、硬度等問題。甚(shèn)至還(hái)有隔爆(bào)型伺服電機的隔爆外殼能夠承受因電機內部可燃性氣體混合物(wù)爆(bào)炸而(ér)不損壞,並通過(guò)隔爆接合麵將(jiāng)內部(bù)爆炸性氣(qì)體火焰傳到電機外殼外部引起外部一種或多種氣體或蒸(zhēng)汽形成的爆炸性環境的點燃。陽極氧化是(shì)目前伺(sì)服電(diàn)機殼最常用的表麵處理方式。此(cǐ)外還有噴砂、拉絲、噴油、噴粉(fěn)、電泳(yǒng)等多種表麵處理方式可(kě)供選擇。接下來黄瓜小视频(huá)精密小編為大家做簡(jiǎn)要介紹。
(1)陽極氧化。陽極氧化廣(guǎng)泛應用於鋁合金表麵處理,工(gōng)藝流程一般包括:①預處理②陽極氧(yǎng)化③著色④封孔。預處理階段采用化學或物理方法清洗型材表麵,露出純基體,有利於獲得完整、致密的人工氧化膜。在陽極氧化階段,金屬元件表麵發生(shēng)氧化反應(yīng),形成氧化膜(AlO膜層)。薄膜(mó)的硬度、耐磨性和絕緣性優於鋁。此外,薄膜表麵(miàn)的多孔(kǒng)易於著(zhe)色,可(kě)以覆蓋除白色以外的其他顏色。在著色階段,可(kě)以(yǐ)使用單色、雙色和漸變色。封孔是將生成的多孔氧化膜的膜孔(kǒng)孔隙(xì)封閉,使氧化膜(mó)防汙染、抗蝕和耐磨性能增強。

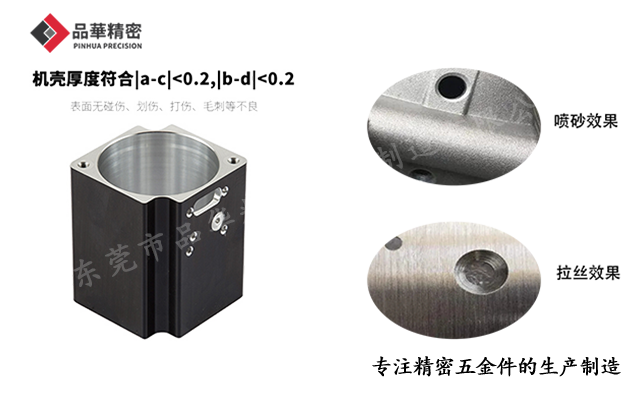
拉絲是(shì)在(zài)工件表麵通過布條往複運動形成紋理的過程。拉絲紋理包括直紋、隨機紋、太陽紋(wén)、波紋等(děng)。通過拉絲處理,不僅可以提高表麵的耐腐蝕性,還可以增加美感,突出時尚感和科技感。例如,下圖顯示了精密伺(sì)服電機(jī)配件的拉絲效(xiào)果(guǒ)。
關(guān)於我們
公司簡(jiǎn)介客戶見證參觀工(gōng)廠榮(róng)譽資質產品中心(xīn)
應用案(àn)例
新聞中心
企業新聞行業新(xīn)聞常見問題聯係我們
聯係我們(men) 掃碼加微信好友
掃碼加微信好友0769-81383685
2853026919
13342666888
changmin896@163.com
東莞市石排(pái)鎮石排工業大(dà)道42號